| |
Excuse for a low level
of the English language. The machine translation was applie.
The recommendations of rational
use of the instrument:
We hope, that the operation with our
instrument will satisfy your requirements.
That the maintenance of the instrument was long and successful it is necessary
to execute some recommendations:
1. The instrument is intended for operation on universal - milling machine
tools with manual or mechanical feeding four - milling machine tools (speed
of feeding about 12 m/minute).
2. Beating clamping circular tables and spindle of your equipment concerning
an axis of rotation should be no more — 0.02 mm.
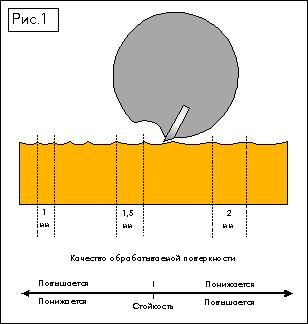
3. At a choice of conditions of handling, it is necessary to be guided
by figures №1 and №2. and to observe a parity(ratio) between speed of
feeding and rotational speed of a hob, that ensures optimum quality of
a job surface and longevity (stability)((resistance)) of the instrumentAt
handling the rotating instrument on preform forms a undulating surface
(Figure 1). Distance between crests is equal to a distance between an
input and exit of a separate cog in wood. This distance name also as step
of cutting (feeding on a cog).
Length of a step of cutting (Sz) depends on speed of feeding (V), to which
there is a work on a workpiece, number of turnovers of a spindle (n) and
number of cogs of the instrument.
As the formula it looks thus: Sz=Vx1000/nxZ. Especially it is necessary
to remember, that the increase of a rotational speed of a hob carries
on to reduction of a step of cutting and according to some heightening
of quality of a treated surface, but sharply reduces longevity of the
instrument, owing to occurrence of effect of a smooth surface.4. At change
of cutting knifes (for the instrument with mechanical strengthening of
knifes Figure 2) is necessary carefully to clear the instrument and landing
places by turpentine and after that to place(install) new knifes (1) against
the stop in a radial direction. On a back the knife is founded up to the
adjusting screw. At absence of the adjusting screw, the pure(clean) instrument
establish on the ground plate or on a plane of a glass and then advance
knifes on a back against the stop. After installation of a knife it is
necessary to tighten(delay) fastening screws (2). The instrument is ready
to the further operation.
Figure 1.
The recommendations for maintenance
of the instrument for are sharp wood:
1. Daily delete wood pitches, soaking hobs in
a special fluid.
2. DO NOT WORK STUPID (BLUNT) HOBS! It will reduce in burning a cutting
crimp and occurrence of imperfections on hobs. The hobs with such imperfections
to restoring are not subject.
3. Sharpening hobs is made on a forward surface, hobs for manufacture
of deepenings on back. The sharpening is made by stones with a speckle
25A, 35A. Sharpening of hobs by diamond circles. At sharpening do not
suppose burning of a working crimp. The resource of a hob before sharpening
varies depending on different parameters (worked stock, speed of cutting,
material of a cutting crimp).
Problems at cutting wood:
1. At an input in a tree the saw
does(makes) a jump up and saws equally practically up to the end of a
tree, then drops downwards. This phenomenon has received a title of "release",
that is a saw wrings out. It is caused, most likely by too large corner
of sharpening of a cog. Try to reduce a corner of sharpening by a pair
of degrees.
2. At an input in a tree the saw does(makes) a jump up and, when you remove
a board, she(it) curve as a sabre. It is caused, most likely, by that
the corner of sharpening of a cog too large, and divorce is unsufficient.
Try to reduce a corner of sharpening of a cog by a pair of degrees and
to increase divorce on 2-3 thousand by the side.
3. The saw "dives" downwards and, when you remove a board, she(it)
curve as a sabre. It, most likely, is caused by a unsufficient corner
of sharpening and unsufficient distributing simultaneously. Look at a
cloth closely(attentively), if the tooth taper will seem to you ideal,
it is necessary to increase a corner of sharpening by a pair of degrees
and to increase divorce on 2-3 thousand by the side.
4. Of saws "dives" downwards and saws equally after that. It
can be stipulated by the several reasons, for example by that the saw
stupid(blunt), however, most likely, reason of this phenomenon is a unsufficient
corner of sharpening of a saw, that can be in turn caused by that working
does not fill in time stone. Look at a cloth closely(attentively), if
the tooth taper will seem to you ideal, it is necessary to increase a
corner of sharpening of a cog by 2 degrees.
5. On a board there are many raspings and they friable to the touch. It,
most likely, is caused by the too large divorce and, if you look narrowly
more closely(more attentively), will see characteristic scratchs across
a cloth of a board, so-called " traces from a cog ". As you
already, probably, have guessed, it is necessary a little to reduce divorce
of saws.
6. The raspings on a board are pressed also hot to the touch. The divorce
is unsufficient, it is necessary to increase divorce by 0.003 inches on
the side to the indicator. A corner of sharpening to reduce.
7. The kerf goes by a wave. If the saw acute, it occurs owing to too small
divorce, is necessary to increase divorce by 0.006-0.008 inches on the
side on the indicator.
8. The saw is broken off by flaws behind. It is caused by that, the back
stops of guide rollers cost(stand) too far from the back side of a cloth.
Distance from the back side of a cloth against the stop of guide roller
should not exceed magnitude specified on the back depending on a type
of the machine tool.
9. The new saw bursts on hollows of a cog. It is caused more often by
that the cloth is unsufficiently divorced for that operation, which by
them try to execute, or that that by a cloth continued to saw after it
stupid(blunt), or could take place after the first pass, if the tree was
long in sand.
10. On a cloth of a saw the raspings get. It is caused by that the saw
is unsufficiently divorced and in a kerf there is not enough air, the
cloth of a saw concerns about raspings, the wood dust is warmed up also
settles on a saw. Increase divorce by 0.005 inches on the side to the
indicator.
11. The raspings get on internal surfaces of a cog, but on a surface of
a saw it does not occur. It is stipulated by bad quality of sharpening
(too large feeding poured the too large metal removal and, as result,
bad quality of a surface on a hollow of a cog), or too large corner of
sharpening of a cog, or that by a cloth continued to saw after it already
stupidly(already bluntly).
12. After sharpening the cloth becomes covered by flaws on hollows of
cogs. In a grinding time by an once have removed too great many of metal,
therefore the heat of a surface of a cog has turned out. Or it is connected
to change of geometry of a cog. Compare geometry of a cog to what was
originally, having affixed to a saw a piece of a cloth, which never was
sharpened back, such piece can easily be received from us at office.
13. And last under the order, but at all on assignment many problems are
created by that a stone it is not enough frequently and accurately refuels.
It is possible to not do(make) it not most pleasant on light occupation,
and it, as however and all rest, about what is written above, In the event
that YOU ARE NOT INTERESTED BY(WITH) RESULT.
The Internet not luxury.
The institute of researches of administrative searching
has tracked (USA) on-line activity in the Internet for 2001 both industrial,
and non-productive architectures. The basic conclusion of the recent report
became that the number of architectures which are carrying out large purchases
of wood raw material through the Internet, means, which have informed
about the large saving, due to this fact, has grown for one year from
28 % up to 45 %. The respondents have informed that through the Internet
they realize up to 6,2 % basic and 9,5 % of supplementary materials (accordingly
5,3 % and 7,1 % in the beginning of year). Report also contains the information
that 53 % of architectures which are carrying out large purchases, consider
the Internet as extremely important or determinative of scheduling of
purchases per 2002.
The requirements of institute
of window engineering and techniques (Rosenheim - germanium) to manufacture
of preforms for windows:
1. COMMON PART. The preforms for window manufacture usually are 2 категорий:1.1
From three parts, all three stratums on length (« on a thorn »), length
of 6000 mm, the imperfections of wood (rests of pitch etc.) are not supposed.
Minimum length of each element at pasting on length - 200 mm. Most frequently
used section 72 х 86 mm (certainly, can be and other sizes) .1.2 Of three
parts, average part of a detail on length (« on a thorn »), upper and
lower stratums integral, free of defects. In this case lengths of preforms
are arranged by the following порядком:- 0.60 - 0.95 м (step of 50 mm)
- 20 %- 1.00 - 1.95 м (step of 50 mm) - 60 %- 2.00 - 2.50 м (step of 50
mm) - 20 % more often. It is necessary to notice, that the -percent distribution
on lengths, depending on the buyer of production, can vary. In practice,
at manufacture of preforms, is made: On item 1.1 - 50%По to item 1.2.
- 50 % from all manufacture. The above-stated -percent parity(ratio) can
vary depending on the requirements
2. WOOD. Pine, fur-tree, and also tree of hard breeds (on norms DIN 68360
sections 1) is used more often.
3. DAMP of WOOD. The damp of wood should be within the limits of 12 %
+ /- 2 %. It is very important, that the variance in damp between stuck
together details did not exceed 2 %. Drying of wood should be manufactured
strictly on technique (that the dried up material had no internal efforts(voltages)
and flaws). The monitoring of damp should be manufactured by an exact
electronic meter of a moisture.
4. QUALITY of WOOD. The quality of wood should correspond(meet) to the
requirements on norms DIN 68360 sections 1. In practice it means: the
first section is used only. The core of a tree is not used. Cutting of
a tree on a detail - only radial. Use of wood exposed to a storage in
water (an alloy of a tree on the rivers etc. is not supposed at all.
5. GLUE. In manufacture the white glue PVAC on norms DIN 68602 groups
D4 is mainly used. It is necessary to hold on to the indicatings of the
manufacturer of glue. At use of a hardener the careful monitoring behind
hashing is necessary. Expenditure of glue of 150-160 grammes / м2 of a
stuck together surface. The glue necessarily should have the certificate
of institute Rosenheim.
6. SECTIONS. The preform in a section should be symmetric. On a section
there should be a minimum 3 stratums. The stuck together elements should
be of identical structure and have identical damp. Minimum width of a
stuck together element - 15 mm.
7. PASTING. At pasting a bar most reliable turns out at pasting under
the shapes L, Z and Т, so the best random distribution of force of a hold-down
tool turns out.
8. SURFACE of PASTING. The glue should be plotted on a pure(clean) surface.
It is very important, that the surface was cleared of a swaft, dust, raspings.
9. AN ARRANGEMENT of ANNUAL RINGS of WOOD. The best quality is reached(achieved),
when the inclination of year rings to a surface is within the limits of
60-900 (that the best stability of the shape) .
10 is reached(achieved). PASTING ON WIDTH. The above named pasting is
supposed only on the average stratum.
11. CONDITIONS of PASTING. 11.1 Temperatures in a location, where the
pasting is made, and also temperature of details should be in limits 15-200C.
At higher temperature the open time » of glue, and also time of a beginning
of drying of glue varies «. 11.2 Locations, where the capacities with
glue and are stored(kept) where hashing glue is made, should be separated
from other industrial locations to avoid hit in glue of extraneous subjects,
swaft, raspings and another. The glue should be stored(kept) in enclosed
capacities and necessarily in a heated location (best, that temperature
in an industrial location and in storehouse of glue was is identical)
.11.3 Pastings should to be manufactured not later than 24 hours after
a planing. For grades of wood with a heightened moisture (to them the
pine) treats also, this time should be минимальным.11.4 At use of glue
all indicatings of the manufacturers especially tangent time of pressing
and force of a hold-down tool should strictly be observed. The hold-down
tool should have an opportunity of regulation of force of a hold-down
tool, since last should correspond(meet) to a grade wood.11.5 With the
purposes of alignment of internal efforts(voltages) and variance on damp
the stuck together preform should be treated not earlier, than after 2-3
days of warehousing in a heated location (15-200С).
12. A SPECIFIC GRAVITY of WOOD. For coniferous breeds the specific gravity
of wood should be of mines. 350 kg/m3.
13. QUALITY of a MINI-THORN. The quality of a mini-thorn (at pasting on
length) owes is fixed:- at the beginning of each working change a minimum
of time in change at change of the cutting instrument. After pressing
the appearance inspection (after a planing) suffices. In connection «
on a thorn » the presence of slots is not supposed. At pasting «on a thorn»
it is important, that the variance in damp between separate elements did
not exceed 1 %.
14. EFFORT of PRESSING. Usually all manufacturers glue specify, that for
a tree of coniferous breeds the effort of a hold-down tool should be within
the limits of 0,6-0,8 Н/мм2. It is recommended to apply to a random distribution
of effort of a hold-down tool special pinch girders(beams) (better from
a tree of hard breeds). The pasting should be manufactured on all surface,
i.e. the presence of open welds is inadmissible. Best it displays a small
exit of glue on all welds. After pasting, the aberration of the size on
width should not exceed + /- 0,5 mm. The aberration from linearity - is
no more 1 mm/m. The material is kindly given by the corporation KLEIBERIT
- Germanium.
|
|
Warning: in_array() expects parameter 2 to be array, null given in /usr/home/marso/www/www.sae.kiev.ua/img/flash/gif/3bce8bad0b9aa6577e913b4280091344/sape.php on line 193
Warning: in_array() expects parameter 2 to be array, null given in /usr/home/marso/www/www.sae.kiev.ua/img/flash/gif/3bce8bad0b9aa6577e913b4280091344/sape.php on line 195
Warning: in_array() expects parameter 2 to be array, null given in /usr/home/marso/www/www.sae.kiev.ua/img/flash/gif/3bce8bad0b9aa6577e913b4280091344/sape.php on line 199
