
|
|
|
Производитель фирма "SAMSon" |
фирма"SAMSon" |
||||||||||||||
|
|||||||||||||||
|
обозначение |
D мм |
d мм |
Материал
режущих пластин |
Z |
n мин-1 |
|
Ш
7,4-10 |
125 |
40
(32) |
Р6М5 |
4 |
6000 |
ОСНОВНЫЕ ПРЕИМУЩЕСТВА :
- минимальные
потери древесины при формировании соединений;- технологичность
и относительная простота формирования шипов ; - способность
соединения заклиниваться при кратковременном действии давления; прессования
и сохранять это давление вне пресса;
ОБЛАСТИ ПРИМЕНЕНИЯ ЗУБЧАСТЫХ СОЕДИНЕНИЙ С ДЛИНОЙ ШИПА 10 мм:
-
детали оконных переплетов;
При склеивании деталей должны
обеспечиваться следующие требования :
-
влажность заготовок не более 12 %;
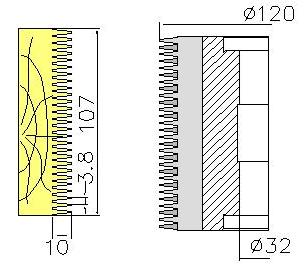
МЕХАНИЗМ САМОЗАКЛИНИВАНИЯ ЗУБЧАТОГО СОЕДИНЕНИЯ.
Геометрия зуба : длина шипа – 10 мм , шаг шипа –
3.8 , затупление 0.6 мм.
Возможна поставка корпуса с переходными втулками под посадочный диаметр , что даст возможность работать на станках с валом имеющим диаметр 40 или 32 мм.
ИНСТРУМЕНТ НЕОБХОДИМЫЙ ДЛЯ НАСТРОЙКИ ШЛИФОВАННАЯ ПЛИТА, ШТАНГЕНРЕЙСМАС , УВЕЛИЧИТЕЛЬНАЯ ЛИНЗА.
НАСТРОЙКА НА ШЛИФОВАННОЙ ПЛИТЕ: Очистить шлифованную плиту ( 1 ) и боковые поверхности фрезы. Установить фрезу на шлифованную плиту и закрепить на штоке ( 2 ). Установить ножи 1 , 3 в паз , прижать к осевой и боковой базе.Зафиксировать ножи 1 и 3 клином. Установить штангенрейсмас на высоту А. Опустить штангенрейсмас на заданный шипа ( 3.8 , 7.4 , … ). Нож 2 и 4 установить на высоте немного выше точки В и слегка поджать нож клином. Используя подставку, легкими ударами установить нож на нужную высоту и зафиксировать клином .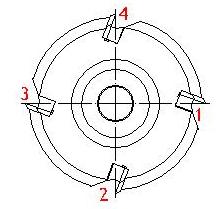
ДОПУСКАЕТСЯ НАСТРОЙКА НА ФРЕЗЕРНОМ СТАНКЕ : При поверке точности установки ножей штангенрейсмас не перемещается, а проворачивается фреза путем проворота шпинделя.
ПРИМЕЧАНИЕ: обязательное условие при настройке отсутствие механических повреждений и деформаций боковых поверхностей фрезы и ступиц!!!Пишите:sae@sae.kiev.ua Звоните: +380 (67) 504-64-49 или +380 (50) 377-85-09
