|
|
|
Соединения деталей
из дерева, советы, рекомендации
|
||||||||||||||||
Соединения деталей из дерева |
||||||||||||||||
|
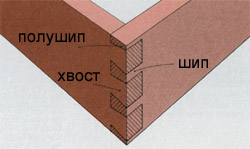
Соединения «ласточкин хвост»: деревообработка – это воплощение традиционалистского подхода к истории. Секреты мастерства передавались от отца к сыну, от мастера к ученику в течение тысячелетий и лишь в наше время нашли подтверждение в законах физики, химии и других наук. Ничто так не символизирует традицию в деревообработке, как соединения типа «ласточкин хвост». «Ласточкин хвост», стандартное корпусное соединение, имеет прочность за счёт напряжения, направленного вдоль детали, на которой выпилены «хвосты». Это прекрасный прочный способ создания углового соединения деталей, широко использующийся в конструкциях корпусной мебели. Узел состоит из взаимозамыкающихся шипов и «хвостов», обеспечивая прочность за счёт напряжения, направленного вдоль детали, на которой выпилены «хвосты». Таким образом, соединение должно быть так расположено в конструкции, чтобы сопротивляться напряжению на «хвостах». Так, например, в ящике стола «хвосты» должны располагаться на стенках, а шипы – на передней и задней панелях. При создании корпуса, шипы должны располагаться на стенках, а «хвосты» - на крышке, для того чтобы предотвращать стенки от «разъезжания». Хотя прочность соединения обеспечивается заклиниванием «хвостов» в шипах, не последнюю роль играет склеивание их соответствующих поверхностей с продольным расположением волокон. При проектировании такого соединения необходимо достичь определенного компромисса при выборе угла наклона «хвоста». Если угол недостаточно велик, заклинивающее усилие будет недостаточным. А если угол будет слишком большой, то скошенные концы «хвоста» будут слишком хрупкими и появится компонента поперечного расположения волокон, что нарушит целостность клеевого соединения. Многовековая практика доказала, что величина угла должна находиться в пределах 10-12 градусов. Эффективность соединения, его прочность, во многом зависят от успешного склеивания поверхностей с продольным расположением волокон (области с поперечным расположением волокон, находящиеся за шипами и «хвостами» не в счёт, так как их вклад в создание связующих сил незначителен) и прочности «хвостов» и шипов «на срез». То есть, прочность соединения увеличивается с увеличением числа «хвостов». Необходимо только следить, чтобы в основании «хвоста» оставалось достаточно древесины для поддержания его прочности. При машинной обработке можно пренебречь формой «ласточкиного хвоста» и изготавливать обе детали просто с большим числом прямоугольных шипов, так как благодаря высокой точности изготовления склеиваемых поверхностей сил склеивания будет достаточно для поддержания прочности соединения. Так произошёл на свет так называемый «ящичный» шип. 
Соединения «на ус»: детали, срезанные «на ус» с параллельным расположением волокон (вариант «С» на рисунке) подходят для создания весьма эффективного соединения. Для такого соединения достаточно просто хорошего клея. А вот если у деталей волокна встречаются под углом 90 градусов, то конструкция хотя и имеет привлекательный внешний вид, но представляет собой серьёзную техническую проблему. По причине разницы размерных изменений вдоль и поперёк волокон такое соединение может треснуть в случае большого перепада влажности или если детали имеют значительную ширину. Если вы желаете скрепить такое соединение гвоздями, забивая их перпендикулярно наружной боковой поверхности, необходимо убедиться в том, что гвозди войдут в противоположную деталь на достаточную глубину для обеспечения адекватного удерживающего усилия. Склеивание таких соединений «на ус» даёт невысокую эффективность из-за большой компоненты открытых волокон. Для создания необходимых для склеивания поверхностей применяются шканты, шплинты или комбинация соединения «на ус» с нахлёстом. Придание деталям требуемой формы для их последующего соединения – это одна из основ обработки древесины в мебельной промышленности. Современное оборудование значительно упрощает эту задачу, но, как и во времена ручной обработки древесины, создание прочного и долговечного соединения было и остаётся основной творческой задачей деревообработчика. Соединение структуры древесины поперечного распила со структурой продольного распила может быть успешно осуществлено с помощью конструкции «шип-паз». Базовое соединение достигается формированием шипа на детали с поперечным расположением волокон (имеющего в сечении круг, овал, прямоугольник или прямоугольник со скруглёнными углами), который затем вставляется в паз такого же размера и такой же формы, выполненный в детали с продольным расположением волокон. Если размеры шипа и паза тщательно выдержаны, такой узел сам по себе обладает существенной прочностью по отношению к усилиям, направленным на сжатие, срез и раскачивание, при которых прочность древесины на сжатие, направленное поперёк волокон, ограничивает взаимное перемещение соединяемых деталей (рис. 1)
Соединение «шип-паз» имеет механическое ограничение на движение в любом направлении, кроме направленного на прямое вынимание шипа из паза. Хотя подобные соединения «разваливаются» именно таким образом, это происходит, как правило, в результате нанесения повреждений, вызванных раскачиванием. (Помните, в детстве вам говорили: «Не качайся на стуле!»). Такая нагрузка на прямоугольном соединении приводит к его диагональной деформации и шип просто проворачивается в пазу. Улучшить качество базового «сухого» соединения можно несколькими способами. Наиболее очевидный – склеить детали, создав таким образом дополнительную прочность соединения к срезу за счёт склеивания поверхностей с продольным расположением волокон обеих деталей для сопротивления эффекту вращения. Следующий способ, показанный на рис. 2, добавляет «плечо» к шипу, создавая дополнительную несущую поверхность, которая берёт на себя сопротивление сжатию с внешней стороны шипа.
В терминах науки о сопротивлении материалов (кто не помнит, грозный «Сопромат» по-русски – ред.) такое прямоугольное соединение деталей можно рассматривать в качестве кронштейна. Таким образом, при увеличении его «высоты» (рис. 3), уменьшает нагрузку, а также увеличивает размер склеиваемых поверхностей. К этому же приведёт и увеличение глубины шипа.
В то же самое время, механическое преимущество, достигнутое увеличением высоты шипа, приводит к обострению конфликта между продольным и поперечным расположением волокон древесины. Таким образом, конструктору приходится прибегать к тщательно продуманным компромиссам. К примеру, поскольку тангенциальная усушка (и разбухание) превышает радиальную примерно в два раза, шип предпочтительно должен иметь радиальное расположение волокон соответственно длине паза. Так же предпочтительно иметь радиальное расположение паза соответственно длине шипа. На примерах, показанных на рисунке 4, наилучшими прочностными характеристиками обладает соединение типа «А», поскольку радиальное (продольное) расположение волокон древесины совпадает по высоте соединения, как по вертикали, так и по горизонтали, а тангенциальное расположение волокон совпадает перпендикулярно плоскости шипа. В соединении типа «D» конфликт расположения волокон максимален, и при увеличении высоты шипа он стремится «разорвать» соединение под воздействием сил, возникающих при изменении влажности.
Типичным решением данного конфликта является деление конструкции шипа на секции (рис. 5). Выдерживая размеры каждого шипа в заданных пределах, можно свести конфликт на нет механическим сопротивлением. Так достигается значительное преимущество в прочности соединения, особенно в случае использования деталей значительной ширины или толщины. Эти же соображения подчёркивают важность соблюдения размеров деталей и параметров склеивания не только для достижения изначальной прочности соединения, но и его стойкости к изменению геометрических параметров, например, при изменении влажности.
В общем, в случае прямоугольного шипа и паза, клеевое соединение поверхностей с продольным расположением волокон и получение оптимальной механической прочности достигается увеличением глубины шипа при минимальном конфликте расположения волокон. Так, на рисунке 6, соединение типа «В» обладает тремя значительными преимуществами перед соединением типа «А»:
Соединения «шип-паз» круглого сечения имеют как свои преимущества, так и недостатки. Обрабатывая шип на токарном станке и выполняя отверстия сверлением, можно получить размеры достаточно высокой точности. Однако, если геометрия режущего инструмента не выдержана, или если он не заточен, шип, равно как и отверстие могут получиться низкого качества. Таким образом, соединение не будет иметь достаточной площади плотно прилегающих поверхностей. Также, пропорция склеиваемых поверхностей с продольным расположением волокон до некоторой степени ограничена и не может быть увеличена посредством увеличения диаметра. Наилучшая область для склеивания совпадающих по направлению волокон поверхностей деталей расположена в нижней части вертикального диаметра, именно там, где она меньше всего может сделать для сопротивления раскачиванию. Более того, выглядит очевидным то, что склеивание мало способно сделать что-либо для увеличения сопротивления усилию поперечного среза. И, наконец, прочность этих соединений во многом зависит от сопротивления раскачиванию. Критичным в этом смысле является отношение глубины к диаметру не менее 3:2, что необходимо для максимального распределения напряжения. Однако, в большинстве неудачных случаев, отверстия являются слишком мелкими. Продолжить перечень неприятностей с круглыми шипами можно результатом одновременного сочетания неважных клеевых характеристик и конфликта расположения волокон, в случае чего мы получаем результат двойного сдавливания, когда шип имеет зазоры в отверстии как на конце, так и у основания. Это подчёркивает значение выдерживания точных размеров и совпадения тангенциального расположения волокон в обеих деталях. Эксперименты с прохождением таких соединений через цикличные изменения влажности показывают, что успеха с большой степенью вероятности можно добиться с помощью очень хорошего клея, который бы механически скомпенсировал хотя бы часть размерных изменений.
Дополнительно скомпенсировать разбалтывание соединения под воздействием усушки и разбухания позволяет предварительное расщепление шипа (см. рис. 7). При усушке такой шип «раскрывается», таким образом снимая напряжение с линии склеивания. Возможно, именно этот механизм лежит в основе успеха клиновидных шипов, несмотря на то, что они были задуманы для того, чтобы работать просто как механический «замок». Пишите:sae@sae.kiev.ua Звоните: +380 (67) 504-64-49 или +380 (50) 377-85-09 |
||||||||||||||||
|
|